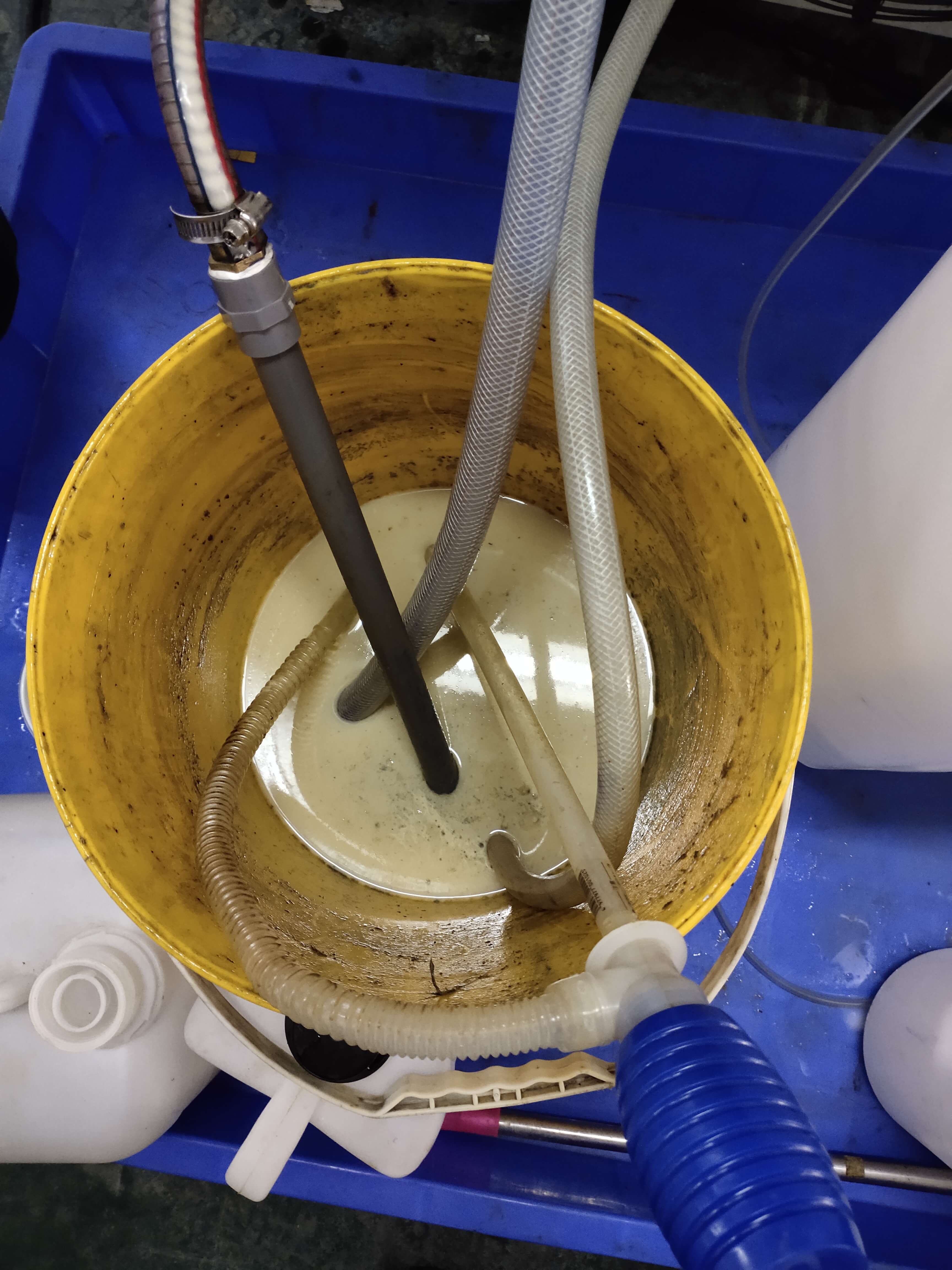
在CNC精密加工時切削液發臭變質的(de)原(yuan)因是什么(me)呢(ni)?由(you)于主(zhu)軸滑道油(you)(you)(you)與切削油(you)(you)(you)流入集中(zhong)槽,經加(jia)工使油(you)(you)(you)變質形(xing)成一層油(you)(you)(you)膜,將(jiang)空氣(qi)與水隔離。這(zhe)樣的(de)情形(xing)在機械(xie)停止運行時(shi),由(you)于霉菌(jun)(jun)是厭(yan)氧(yang)性(xing)喜歡在無氧(yang)環境下繁殖(zhi)在水中(zhong)的(de)霉菌(jun)(jun)開始以倍數激增,進而產生惡臭,更附(����fu)(fu)著在油(you)(you)(������you)層里(li),設備運行時(shi),將(jiang)水吸入加(jia)工槽內藉由(you)刀具的(de)拍(pai)打形(xing)成霧氣(qi)來達到散(san)熱的(de)效(xiao)能,但因為這(zhe)樣,所以作業員也跟著吸入同樣附(fu)(fu)有霉菌(jun)(jun)、油(you)(you)(you)鹵、惡臭的(de)霧氣(qi)。
而臟污也黏著在機臺內部里,長期下來更會使得機臺精度大受影響,再者,切削液正常更換時間為一~三個月更換一次,如未定期更換會使切削液酸化變質進而腐蝕機臺使其發生故障事件,或作業員時常接觸酸化變質的切削液后會使得作業員皮膚起疹子,嚴重者甚至皮膚潰爛造成職業傷害。切削液對人體健康的危害實為巨大(發臭后吸入體內對肝,肺,皮膚皆有影響,越臭越毒)。
? ?水溶性切削液變質發臭的(de)(de)(de)原(yuan)因之一是細(xi)菌(jun)的(de)(de)(de)存(cun)在。細(xi)菌(jun)靠切削油內的(de)(de)(de)礦物油脂肪、防腐蝕抑制劑(ji)(ji)及乳化(hua)劑(ji)(ji)的(de)(de)(de)成份生(sheng)(sheng)存(cun)。如果(gu������o)沒有控制好的(de)(de)(de)話,它(ta)們能以很快的(de)(de)(de)速率增殖(zhi)。所產生(sheng)(sheng)的(de)(de)(de)化(hua)學(xue)變化(hua),使(shi)乳化(hua)液(ye)PH 值(zhi)下降,破壞切削液(ye)穩定性。細(xi)菌(jun)孳(zi)生(sheng)(sheng)產生(sheng)(sheng)酸化(hua)反應(ying),臭酸的(de)(de)(de)味(wei)道(dao)是一種叫硫酸還(huan)原(yuan)菌(jun)的(de)(de)(de)滋生(sheng)(sheng)。